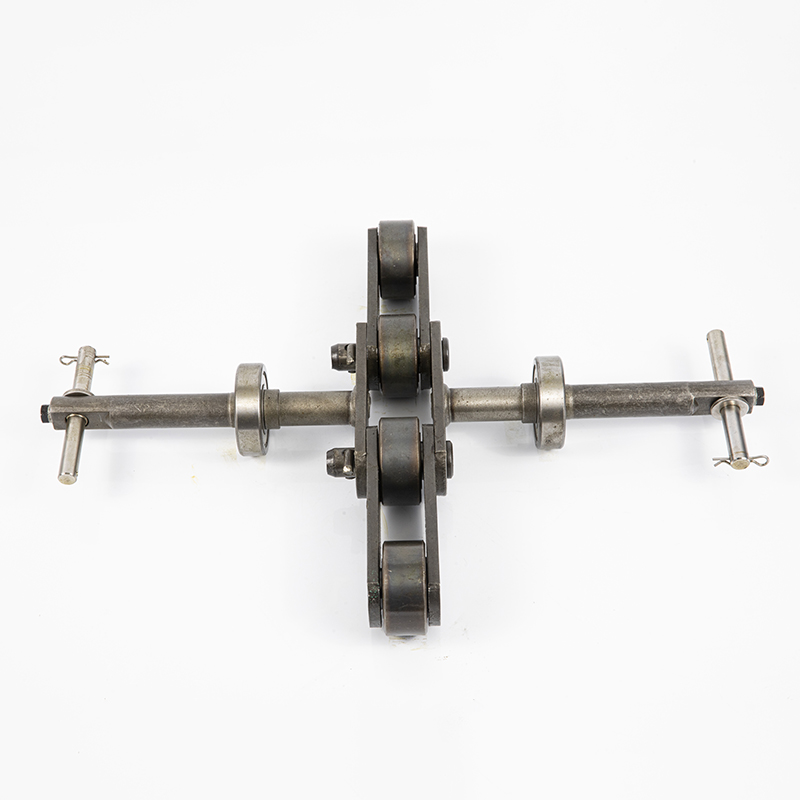
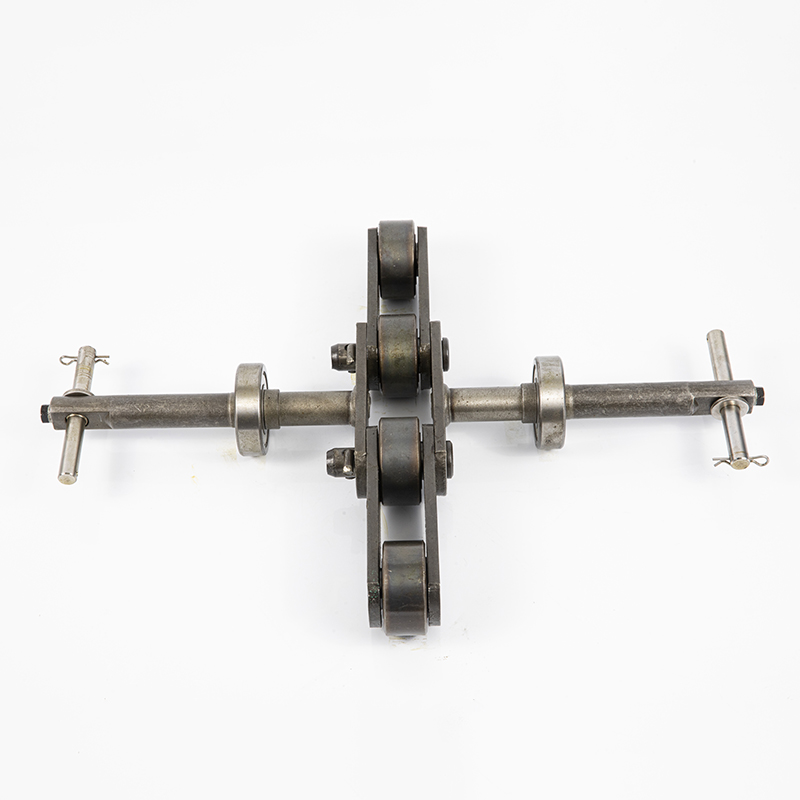
Երկակի գլանաձև փոխադրիչ շղթա ձեռնոցների արտադրության համար
Փոխանցման շղթաների տեսակներն ու բնութագրերը հետևյալն են.
1. Ստանդարտ շարժիչ գլանային շղթան ընդհանուր շարժիչ գլանային շղթա է, որը հիմնված է JIS և ANSI սպեցիֆիկացիաների վրա:
2. Թիթեղյա շղթան կախովի շղթա է, որը կազմված է շղթայական թիթեղներից և քորոցներից։
3. Չժանգոտվող պողպատե շղթան չժանգոտվող պողպատե շղթա է, որը կարող է օգտագործվել հատուկ միջավայրերում, ինչպիսիք են դեղամիջոցները, ջուրը և բարձր ջերմաստիճանը:
4. Հակաժանգային շղթան նիկելապատված մակերեսով շղթա է։
5. Ստանդարտ լրացուցիչ շղթան փոխանցման համար նախատեսված ստանդարտ գլանաձև շղթային ամրացված լրացուցիչ շղթա է։
6. Խոռոչ քորոցային շղթան խոռոչ քորոցներով միացված շղթա է, և լրացուցիչ պարագաները, ինչպիսիք են քորոցները և լայնակի ձողերը, կարող են ազատորեն ամրացվել կամ հանվել հաճախորդի պահանջներին համապատասխան:
7. Երկաստիճան գլանային շղթան (A տիպ) JIS և ANSI ստանդարտ գլանային շղթայի կրկնակի քայլով շղթա է։ Այն ցածր արագությամբ փոխանցման շղթա է՝ միջին երկարությամբ և թեթև քաշով։ Այն հարմար է առանցքների միջև մեծ հեռավորություններ ունեցող սարքերի համար։ 8. Երկաստիճան գլանային շղթան (C տիպ) JIS և ANSI ստանդարտների համաձայն ստանդարտ գլանային շղթայի կրկնակի երկարությունն է։ Շղթայի հեռավորությունը։ Հիմնականում օգտագործվում է ցածր արագությամբ փոխանցման և բեռնաթափման համար՝ ստանդարտ տրամագծով S տիպի գլանով և մեծ տրամագծով R տիպի գլանով։
9. Երկաստիճան լրացուցիչ գլանաձև շղթան շղթա է, որի պարագաները ամրացված են երկաստիճան լրացուցիչ գլանաձև շղթային, որը հիմնականում օգտագործվում է տեղափոխման համար:
10. ISO-B տիպի գլանաձև շղթան ISO606-B ստանդարտի վրա հիմնված գլանաձև շղթա է: Մեծ Բրիտանիայից, Ֆրանսիայից, Գերմանիայից և այլ վայրերից ներմուծված արտադրանքն ավելի շատ օգտագործում է այս մոդելը:
Ձեռնոցների հեռացման մեքենան լայնորեն օգտագործվում է տարբեր ձեռնոցների արտադրողների կողմից՝ արտադրության արդյունավետությունն ու արտադրանքի որակն ապահովելու համար: Այն հիմնականում բաժանվում է հետևյալի՝ ՊՎՔ ձեռնոցների հեռացման մեքենա, նիտրիլային ձեռնոցների հեռացման մեքենա և լատեքսային ձեռնոցների հեռացման մեքենա, որոնք բավարարում են ձեռնոցների տարբեր արտադրողների պահանջարկը:
Ձեռնոցների ապաձուլման մեքենայի աշխատանքային գործընթացը հետևյալն է. սինխրոն ուժի վերցման մեխանիզմի ակտիվ ատամնանիվը միանում է ձեռնոցների արտադրության գծի ձեռքի կաղապարի հիմնական փոխանցման շղթային, և հզորությունը փոխանցվում է ուղղորդող ռելսի կառավարմանը։ Ուղեցույցի ռելսի կառավարման համակարգը տեղադրված է ձեռքի կաղապարի հետ մեկ առ մեկ համապատասխանությամբ։ Ձեռնոցների ապաձուլման մեխանիզմը կարող է իրականացնել երկայնական սինխրոն շարժման, կողմնային բաժանման շարժման և մեխանիկական ճանկերի բացման ու փակման ցիկլիկ գործողություններ՝ ձեռքի կաղապարի նկատմամբ, այդպիսով ավարտելով ձեռնոցների ապաձուլման գործողությունների ամբողջական շարքը. ձեռնոցների փչումը և ձեռնոցների փչումը համապատասխանաբար համապատասխանում են մեխանիկական ճանկերի սկզբնական սեղմմանը։ Ձեռքի կաղապարը ամրացնելու և ձեռնոցները հանելու համար ձեռնոցները կարող են փչվել մեխանիկական ճանկերի վրա կամ պոկվել մեխանիկական ճանկերից՝ ձեռնոցների ապաձուլման ամբողջական ավտոմատացում ապահովելու համար։
Ձեռնոցների ձուլման մեքենայի առանձնահատկությունները՝ սարքավորումները և արտադրական գիծը աշխատում են համաժամանակյա, շարժիչ անհրաժեշտ չէ, հարթ է աշխատում, աղմուկը ցածր է։ Ձեռնոցների կողմից ձեռքի ձուլման տեղադրումը, փչելը և ֆլանշավորումը, մանիպուլյատորի լայնացումը, մանիպուլյատորի դուրս շարժումը, ձեռնոցների հեռացումը և այլն կատարվում են միաժամանակ։ Այն ունի արագ հանման արագություն, օպերատորների քանակի նվազում, ցածր արտադրական արժեք, արտադրանքի լավ որակ և բարձր արտադրողականություն։ Այն կարող է փոխարինել ձեռքով աշխատանքին։